Ваша корзина пуста!

Описание
Данные приборы - воплощение современной концепции отопительного оборудования. Идеальное решение проблемы отопления, как с точки зрения эстетики, так и с точки зрения эффективности.
Большая номенклатура высот, широкая цветовая гамма, модели радиусного и углового исполнений ― всё это инструмент по во- площению Ваших идей по созданию индивидуального интерьера.
Подробная информация и цены на радиаторы Гармония.
Подробная информация и цены на радиаторы Гармония А25 / А40.
Подробная информация и цены на радиаторы Гармония С25 / С40.
Радиатор Гармония ― уникальное инженерное решение. Секция радиатора представляет собой трубку с двойной стенкой, в по- лости которой движется теплоноситель. Диаметр трубки равен 51 мм. Радиатор Гармония имеет площадь излучающей поверх- ности как и обычный радиатор, но, кроме этого, к его обогре- вающей способности добавляется значительная конвективная составляющая.
Создающие активный восходящий поток теплого воздуха высокие модели радиатора Гармония рекомендуется использовать также для отопления помещений высотой более 3 м. Обычно в таких помещениях стандартные отопительные приборы устанавливают в 2-3 яруса. Радиаторы Гармония превосходно подойдут для больших залов и просторных холлов с высокими потолками (го- стиниц, офисов, культурно-развлекательных учреждений и т.д.)
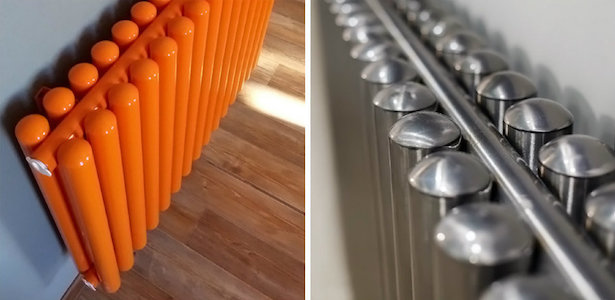
- Материал: сталь. Покрытие: полимер, базовый цвет - "белый глянцевый".
- Рабочее давление 15 атм., испытательное - 25 атм.
- Температура теплоносителя до 120ºС.
- Присоединительная резьба G ½".
- Гарантия 5 лет.
- Возможно угловое исполнение.
Гармония – уникальное инженерное решение. Секция радиатора представляет собой трубку с двойной стенкой, в полости которой движется теплоноситель. В результате эффективность радиатора отопления дополняется возможностями конвектора.
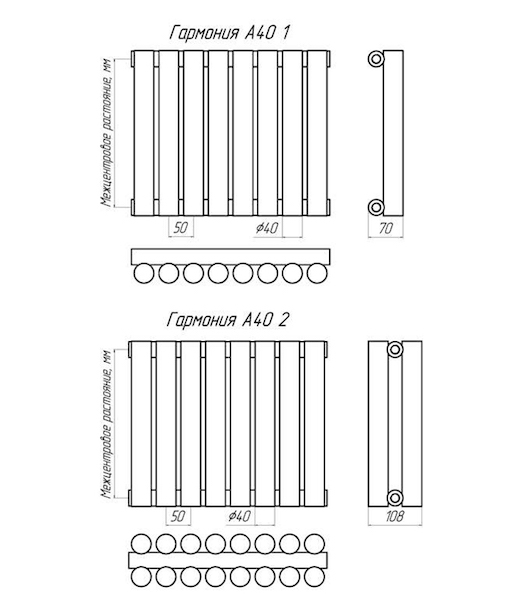
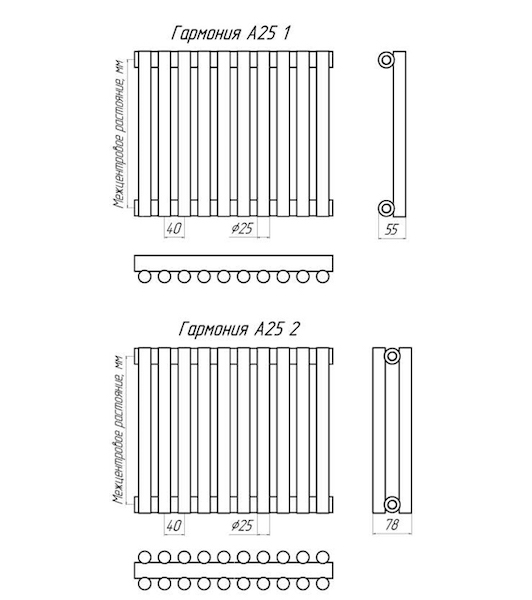
Гармония А является прибором нового поколения, сочетающим в себе уникальный дизайн радиаторов Гармония и высокие теплотехнические характеристики стальных трубчатых радиаторов отопления. Гармония А имеют обычные колонки с глухими торцами. Радиаторы Гармония А различаются по диаметру колонок (у Гармонии А25 - 25 мм, у Гармониии А40 - 40 мм) и по шагу установки колонок на коллекторы.
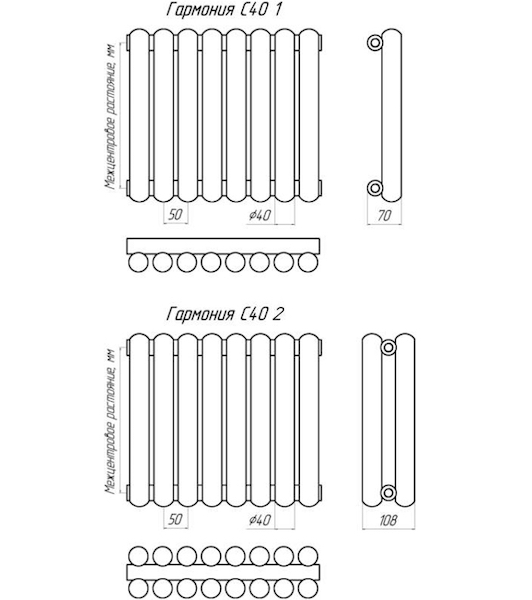
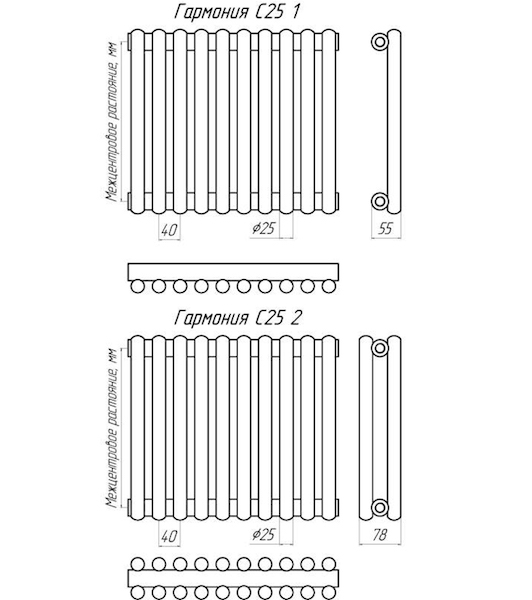
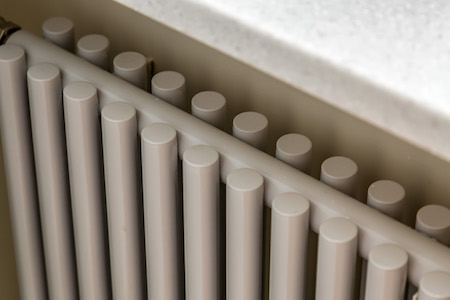
Радиаторы Гармония С конструктивно схожи с радиаторами Гармония А, но отличаются по дизайну. Радиаторы Гармония С имеют трубчатые колонки с торцами полусферической формы. Радиаторы Гармония С также как и Гармония А различаются по диаметру колонок (у Гармонии С25 - 25мм, у Гармонии С40 - 40мм.) и по шагу установки колонок на коллекторы.
Гармония А 40 Нерж изготавливается из нержавеющей стали.
Базовый вариант
Настенный радиатор с боковым подключением, без заглушек, без воздухоотводчика (кран Маевского), без кронштейнов.
По запросу
- Настенный радиатор с нижним (правым или левым) подключением в комплектации с необходимыми заглушками, воздухоотводчиком и с встроенным термоклапаном (для двухтрубных систем отопления), без термоголовки, без кронштейнов.
- Напольный радиатор с боковым подключением, с ножками (стойками) крепления к полу, без заглушек, без воздухоотводчика.
- Напольный радиатор с нижним (правым или левым) подключением с ножками (стойками) крепления к полу, в комплектации с необходимыми заглушками, воздухоотводчиком, встроенным термоклапаном (для двухтрубных систем отопления), без термоголовки. Возможно радиусное и угловое исполнение!
Габариты радиаторов КЗТО Гармония
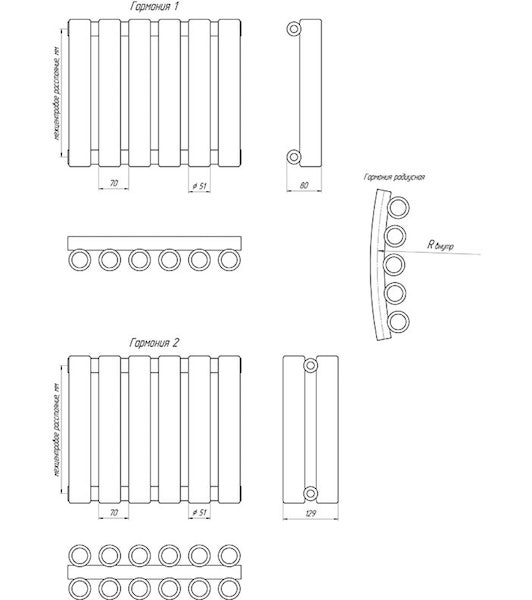
КЗТО Гармония





КЗТО Гармония А40


КЗТО Гармония С40


КЗТО Гармония А25


КЗТО Гармония С25


Современные технологии КЗТО
Наружное покрытие приборов производится методом электрофореза с последующей окраской порошковым напылением. Первым слоем на изделие наносится акриловая грунтовка (под воздействием тока высокого напряжения в ванной с растворенной в воде краской). Во время этого процесса молекулы акрила и пигменты оседают на изделие, образуя плотную, тонкую и однородную пленку краски.
Покрытие, полученное методом электроосаждения, обладает повышенными антикорро- зионными свойствами и износостойкостью. При этом покрытие равномерно по толщине даже на изделиях сложной формы. Прочность сцепления покрытия очень высока, как с основным металлом, так и с последующими слоями краски, а значит ― исключается вероятность отслоения и расслоения. Вторым слоем в электростатическом поле наносятся полиэфирные или эпоксиполиэфирные порошки с последующей термообработкой.
Для полирования изделий из нержавеющей стали на предприятии применяют метод электролитно-плазменного полирования. Поверхность металла после плазменной обработки ― это благородное глубокое зеркало. Такого результата невозможно до- стичь ни механической, ни электрохимической полировкой в кислотных электролитах. При механическом полировании цвет поверхности, во-первых, получается более темным, во-вторых, такая поверхность тускнеет со временем, так как во время трения в поверхностных слоях металла, в связи с перегревом, накапливаются внутренние напряжения. Электрохимическое полирование в кислотных электролитах в принципе сводится к глянцеванию поверхности. При этом процессе микровозвышенности только скругляются, достигается высокий блеск поверхности, но класс шероховатости не улучшается, и поэтому не получается должного зеркального эффекта.
При электролитно-плазменном полировании под воздействием микроразрядов и активных ионов происходит управляемая модификация обрабатываемого металла. Наиболее интенсивному эррозионному воздействию подвергаются острые кромки, неметалличе- ские включения, микровозвышенности. Это ведёт к улучшению класса шероховатости и к появлению блеска.
С течением времени зеркальная поверхность, полученная методом электоролитно-плазменного полирования, не темнеет и не тускнеет. Большим успехом пользуются защитные и декоративные напыления, наносимые на поверхность изделий в высоком вакууме способами дугового напыления. К ним относится нитрид титана ― цвет «под золото».